

ROTOX GmbH
High competence in welding and finishing*
With more than 400 employees and a production area of more than 27,000 sqm, ROTOX GmbH is one of the world's leading suppliers of machinery and equipment for the production of PVC and aluminium windows and doors.
In the extensive production programme, from cutting to glazing, there is a suitable product for every size of business and for every desired degree of automation. Among other things, ROTOX is known for its high competence in welding and finishing.
With all products, the focus is on quality, simple operation and high availability. Modern Windows controls enable simple networking and a high degree of production transparency.
Together with AFS Federhenn Maschinen GmbH
AFS Federhenn Maschinen GmbH has been a competent and reliable supplier of high-quality systems for efficient window production to the window manufacturing industry for 50 years. Over the years, the product range has been continuously expanded and perfected. The development stages range from assembly turntables to glazing presses, sash stop stations and fully automatic fitting assembly on frames and sashes, as well as automatic transport and buffer systems. Profile processing centres for different sizes of operation complete the programme.
Welding
In the field of welding, we also offer a wide product range of different machines. Adapted to the needs of our customers and their markets. From the simple 1-head welding machine to highly complex multi-head welding machines, both for the simple craftsman's business and for industrial production.
The well-tried heated element butt welding is constantly finding new dimensions: Be it the "high-temperature welding", which has been established for some years and which, depending on the selected settings, allows cycle time reductions of up to 50%, or a better appearance of the inner corners and softer sealing joints.
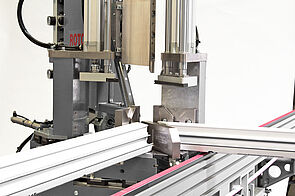
The fully automatic assembly of transom bars in one operation is also possible on an HTS machine. In this case, the prepared transom bars are inserted into the welding machine together with the remaining 4 profile bars. The outer bars are drilled during the welding process, the transom bars are positioned exactly and screwed together automatically.
This makes the sometimes time-consuming manual transom assembly a thing of the past. Depending on the transom connection, the drilling and screwing processes even take place without cycle time.
--- *The company itself is responsible for the correctness of the contents.